Fabricated sheet metal products are part of everyday life, from the vehicles we drive to the pots we cook with and everything in between. All these products start as a flat sheet of metal. Stamping, welding, machining, and other processes transform metal into everyday items. Here, we will introduce the most common problems encountered during fabrication and how to fix them.
What Is Sheet Metal Fabrication?
Sheet metal fabrication is the process of turning sheet metal into usable items.
Cutting
Most commonly, sheet metal arrives in coils weighing 50,000 lbs. or more. From this enormous chunk of metal, the fabrication process typically begins with some cutting operation. These operations can include slitting, blanking, piercing, shearing, laser cutting, and water jetting. Depending on product requirements, the cutting process may be to the final required dimensions or left larger to be finished in a downstream process.
Forming
Numerous operations can fall into the category of forming. These include bending, drawing, flanging, and coining, to name a few. All these operations have in common is that they permanently change the shape of the material. This means enough force or stress is applied to the material to overcome its yield strength and enter the material into plastic deformation.
Joining
Joining is simply attaching pieces of material. Most commonly, this is accomplished through adhesives and welding.
10 Common Sheet Metal Defects & Remedies
1. Cracks
Cracking is frequently and incorrectly confused with splitting when dealing with sheet metal, and fixing a cracking failure requires techniques different from splitting. Cracking occurs in areas of compression. Rectangular draw shapes create significant compressive forces in the corners, creating a catalyst for propagating cracks. Cracks also like to appear in the drawing direction of the cup. Stress relieving the material before the operation, producing the cracks, and reducing the material’s compression are standard practices to prevent this defect.
2. Wall Thinning
Thinning in draw walls occurs in most forming operations. Most of the time, it isn’t a problem; sometimes, it is required to achieve the engineered work-hardening required by design. Unfortunately, once we reach the tensile strength, we enter the necking region of the stress-strain curve. Necking is a localized area of thinning within the material. While this material is stronger than the surrounding material, it is a showstopper for customer-facing surfaces. To prevent necking from occurring, a handful of options can be taken. First, if necking is found in an area of biaxial stretch, we want to reduce the amount of stretching. A larger radius or shallower draft angles on a tooling feature can achieve this. Changes in lubrication type or amount can also reduce wall thinning. If changing the material is an option, we would look for one with a higher R-value, increasing the material’s resistance to thinning.
3. Burrs
Nearly all cutting operations will cause some burr; while most of the time, this isn’t a problem, except when the burr exceeds its allowed tolerance. The most common causes are dull cutting tools, out-of-alignment or not properly seated cutting tools, and too large cutting clearance. Dull cutting steel and be resharpened on a surface grinder. Checking the mounting surface for debris or any obstruction preventing a tool from sitting flat must be done when mounting cutting tools. Finally, measuring the gap clearance between the upper and lower cutting steels and setting to proper clearance may help solve a burr issue.
4. Splitting
Splitting is caused when we exceed the ultimate tensile strength of a material. A tear begins perpendicular to the major strain, and our formed part will no longer “hold water.” Splitting normally occurs in areas of high strain. Reducing the amount of strain is normally the logical first step. But, there are occasions when stretching the material more can actually prevent a split from occurring. Depending on the strain readings, it may be possible to fix a split by increasing the stretch in the minor direction (perpendicular to where deformation is the largest). This can put the material in the stretch mode of a forming-limit diagram and maintain part integrity.
Splitting in advanced high-strength steel can often be seen propagating from a trim edge. Due to the micro-structure of these materials and the large amount of work hardening placed on a trim edge, this is a common problem. Many of these issues can be addressed by fixing the burr height; burr height can give insight into the amount of work hardening on an edge. Other techniques, such as polishing the punch working face, coatings, and testing with types and amounts of punch face shear, may help resolve the problem.
5. Springback
Springback is encountered in all operations that exceed a material’s yield strength. When a material yields and the stress is released, the material tracks its Youngs Modules back to a relaxed state. This means the shape created during an operation will not be the same as when it is released. Materials such as aluminum and high-strength steel spring back more than common mild steels. Some common techniques to help set spring back are smaller radiused tools, coining or impinging part radii, increasing the amount of stretch in a draw wall, and overbending. Tooling features that impart set beads or ledges will also help prevent most springback.
6. Cambering
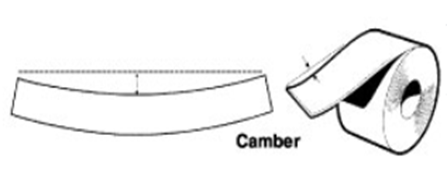
Frequently referred to as coil camber, this defect can be nearly impossible to fix on a shop floor. Camber is a bow at the edge of the coil that should be straight. If tooling is exceptionally sensitive to coil camber, then the best solution may be ordering the coil slit. This is where the coil width is cut on a machine called a slitter. Slitting should eliminate cambering issues.
7. Wrinkles
Wrinkles appear in areas of compression. Interestingly, this area of compression can inhibit material flow, leading to splitting problems. Depending on the area and tooling geometry, reducing the amount of material that can compress (normally in corners) can be one fix. Tool features can also be added to use up extra material before wrinkles begin. As mentioned earlier with wall thinning, a material with a higher R-value will not only reduce the likelihood of too much wall thinning but will also reduce the likelihood wrinkling as well.
8. Bowing
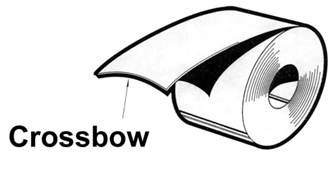
A coil bow normally occurs due to uneven strain in the coil during the rolling process. It may be possible to even out some coil bow through a leveler or a straightener, but reducing it to nothing may be difficult. Bowing can also be self-inflicted as well. Forcing a coil through stock guides or feeder rollers that aren’t wide enough can force the coil to bow. Fixing these self-inflicted problems includes verifying coil and die alignment and checking coil width against the process features that the coil must travel through.
9. Twisting
Like bowing, twisting also occurs because of uneven strain on a part. This is commonly seen in parts that have various stretch and compression flanges. Twisting results from the springback after the part is released. The same techniques to fix springback problems can be used to remedy twisting.
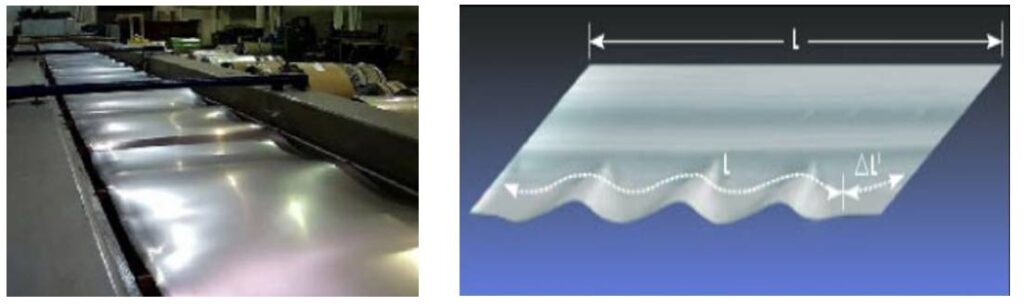
10. Wavy Edges
Coil edge wave is another problem that can be imparted during the rolling process. If a set of rollers is tighter on one end than the other, the tighter end will stretch the material more than the opposite side. Some reduction may be seen after leveling, but completely eliminating the problem will be nearly impossible on the shop floor.
Prevent Sheet Metal Defects in Sheet Metal Fabrication with Help from Phoenix
The Phoenix Group has been solving problems for manufacturers for over 30 years. Working shoulder-to-shoulder with material producers and sheet metal fabricators, during this time, we have gained the experience to help any operation produce a higher quality product more efficiently and safely.
If you’re interested in learning how The Phoenix Group can drive improvement at all levels of your organization, contact us today.

