In the past, Die makers would review the trim or cut edge for signs of increased work hardening during the cutting processes. They would examine the sheet metal for burr height, roll over, burnish length, and fracture length. These key indicators helped to determine changes in trim breakage and good trim steel edges. A burr height of 10% resulted in as much as 20% reduction in local formability. Today, with the introduction of more tailored sheet materials, Die makers must look a lot deeper than just the condition of the trimmed edges on the sheet to understand nearness to failure when trying to solve local formability issues.
Many of the new materials both Aluminum and Steel are being alloyed and processed differently to gain the strength, formability, and ductility required by the product design. These additional processes include; multi-phase transformations, alloying elements, and other thermal processes. The ability to understand how these changes in the sheet metal making process can impact local formability issues is very important. Steels such as Dual phase, which contains both Ferrite and Martensite Micro structures, can display failures at the edge with no localized thinning (see figure 1). So how do we control or predict when a localized formability failure can occur?
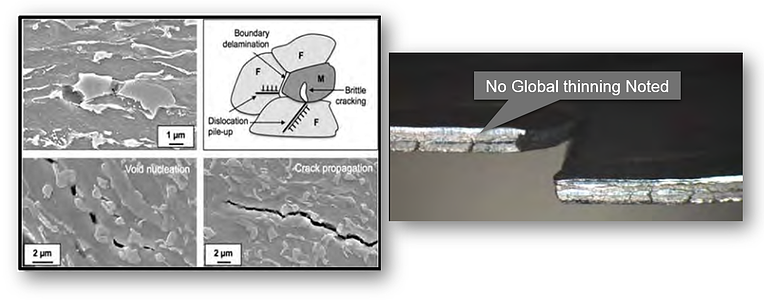
Figure 1
Engineers and researchers have identified two test that can help identify these local formability limits. These are the Hole expansion test and the 2D edge test. The Hole expansion test is performed by cutting a 4” X 4” sample, punching a round hole in the center. The sample is then placed in a die where pad holds the sample as A conical punch flanges the edges up (see Figure 2) on the punched hole. The expansion ratio is used to determine the edge stretch capabilities of the material.
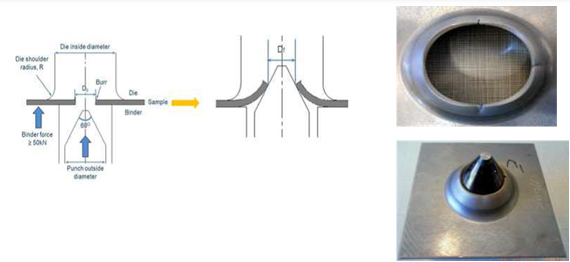
Figure 2
The second test used to determine edge stretch capabilities is called the 2D edge test. This type of test uses the tensile test machine and a modified version of the test sample. The dog bone is machined on one edge and sheered on the other (See Figure 3). The sample is pulled like the standard tensile test and the output is total elongation. When setting up the tooling for the sample dog bone, be careful to match the trim steel breakage and sheer angle practices of your organization.
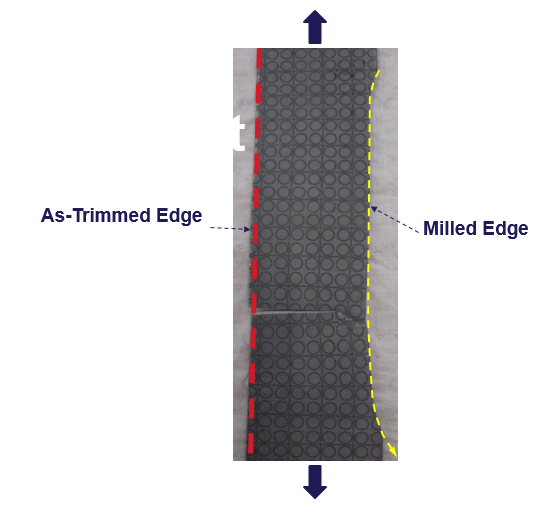
Figure 3
Finally, perform a circle grid analysis with the circles located as close to the edge as possible. Measure the strain pairs and use the information collected to guide the corrections. Local formability limits will be different than that of FLDₒ which indicates global formability. Try to build in a good safety margin to absorb any variation in the trimming process. If the test shows a 15% elongation before edge fractures occur, set your target for 7%. This will require die modifications and/or product changes so make sure you are working with the plant engineering and quality group.

